












Online


Причины и меры противодействия трещинам в углеродных изделиях при обжиге
2024-08-06
Поскольку связующим веществом, используемым в большинстве углеродных продуктов, является каменноугольная смола, во время процесса обжига сырой продукт в обжаренный продукт проходит процесс от затвердевания (прочность сырого продукта) до размягчения и затвердевания (прочность обжаренного продукта). Во время процесса повышения температуры обжига продукт расширяется с повышением температуры, резко сжимается и медленно сжимается. Прочность продукта имеет процесс от сильного к слабому и постепенному усилению. Однако из-за ограничений оборудования и процесса обжига продукт в целом не является постоянным в вышеуказанных изменениях, а имеет разницу температурного градиента. Это несоответствие внутренних и внешних температур вызывает несоответствующее расширение и сжатие. Когда продукт затвердевает, будет образовываться напряжение. Когда напряжение продукта из-за несоответствия усадки или расширения превышает его собственную прочность, будут образовываться различные трещины и отходы, и даже «зерно не будет собрано» в тяжелых случаях. В данной статье рассматриваются различные причины появления трещин, вызванных необоснованной скоростью повышения температуры (нерациональной кривой обжарки) во время обжарки, а также предпринимается попытка сформулировать меры противодействия.
1. Механизм процесса обжига
2. Причины образования отходов из-за необоснованной кривой обжига
3. Медленный нагрев на этапе предварительного нагрева
4. Быстрый нагрев на этапе улетучивания легкой фракции
5. Быстрый нагрев на начальном этапе термической полимеризации
6. Быстрое охлаждение
7. Другие причины
8. Меры противодействия растрескиванию отходов в процессе обжига
9. Обратите внимание на испытание обжига пасты
10. Разработайте и оптимизируйте кривую повышения температуры обжига
11. Устраните проблемы, вызванные другими причинами
一、 Введение в механизм обжарки
 Краткое описание обжиговой машины
Краткое описание обжиговой машины
Факторы, влияющие на разделение стадий обжига
Характеристики продукта
Размер частиц твердого сырья
Процесс и метод формования
Характеристики обжиговой печи (разница температур в печи, разность температур между печами, отрицательное давление и т. д.)
Характеристики асфальта
Характеристики после смешивания асфальта с твердым сырьем
3. Краткое описание механизма обжига
Факторы, влияющие на разделение стадий обжига
Измерение стадии термической полимеризации асфальта при среднетемпературном асфальте
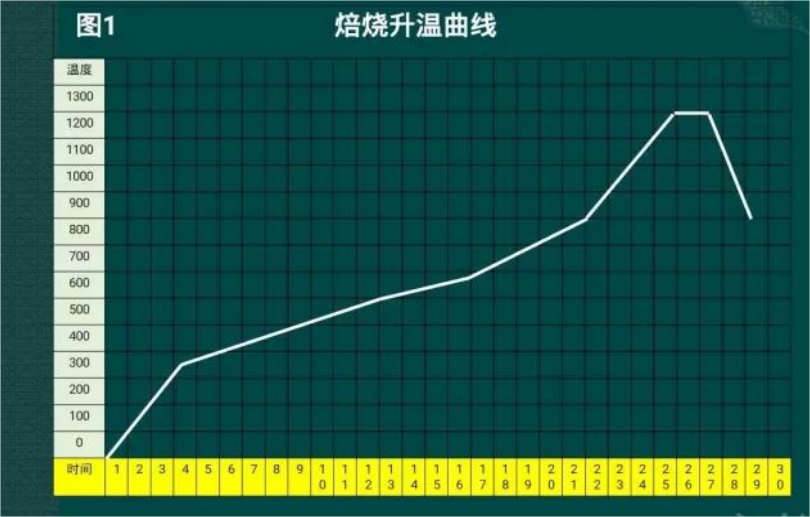
Комнатная температура -200℃: асфальт плавится из стекла в жидкость
200℃-400℃: легкая фракция улетучивается
400℃-480℃: быстрое термическое разложение компонентов асфальта
480℃-550℃: реакция пиролиза ослабевает, реакция поликонденсации усиливается, образуя полукокс 550℃-800℃: H2 и CH4 продолжают выделяться, а плотность и прочность кокса увеличиваются
>800℃: небольшое количество газа выделяется и стабилизируется при 1100℃
4. Введение в механизм обжига
Факторы, влияющие на разделение стадий обжига
Вывод: разные асфальты имеют разные температурные кривые полимеризации термического разложения,
Разные сочетания сырья и асфальта имеют разные кривые полимеризации термического разложения
Если изготавливаются образцы для используемых асфальта и сырья, можно в основном точно различать различные стадии обжига, закладывая основу для научной формулировки кривых обжига и повышения эффективности обжига.
Конечно, такие факторы, как тип используемого сырья, метод формования, материал и размер частиц изоляционного материала для обжига, а также структура печи, также влияют на разделение стадий обжига.
5. Причины необоснованных кривых обжига для получения отходов
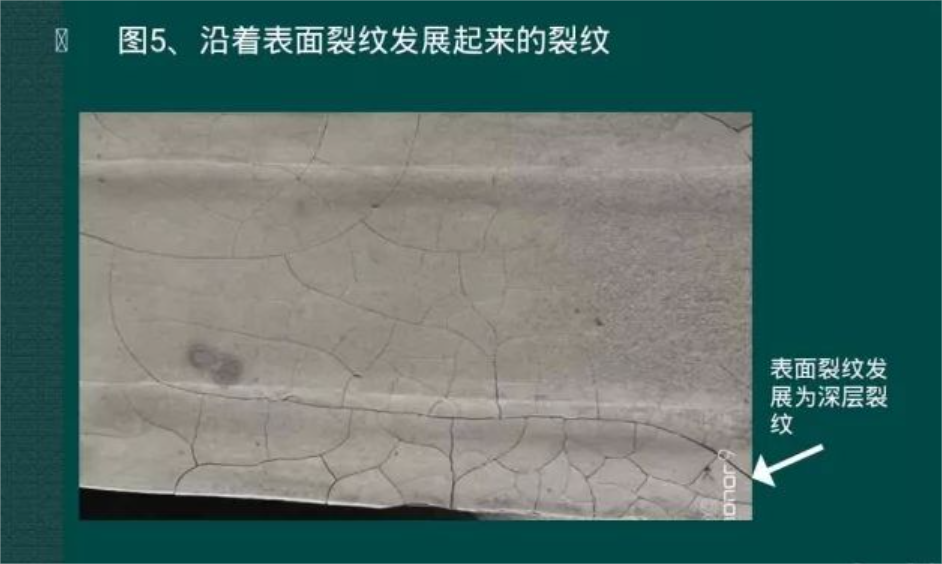
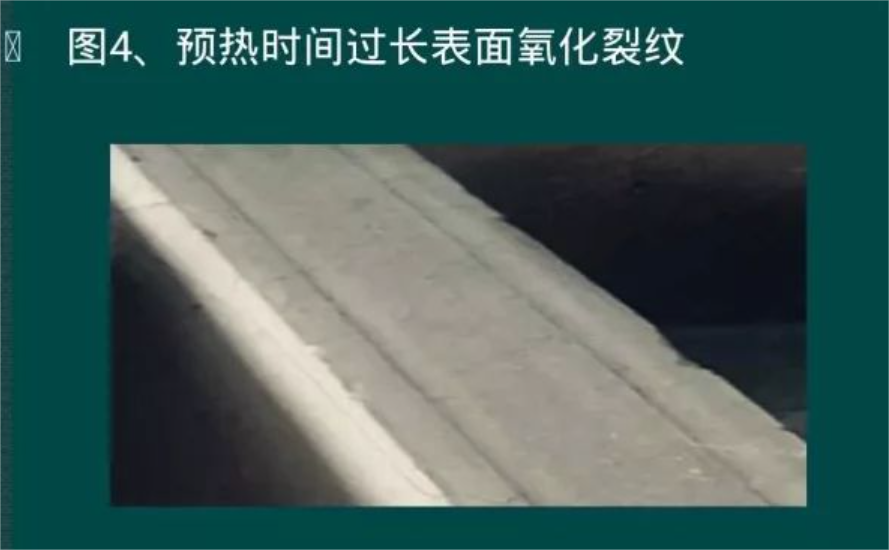
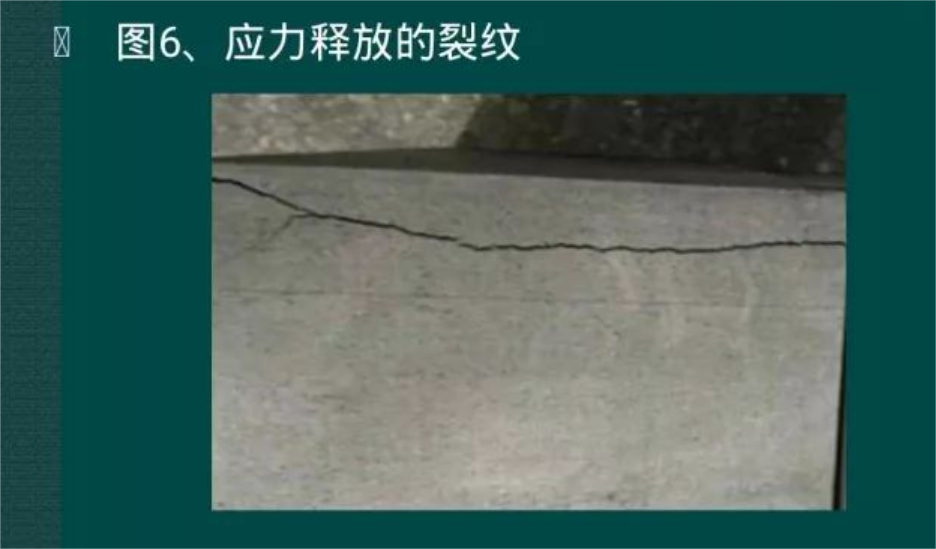
1. Стадия предварительного нагрева слишком медленная: поверхностный асфальт продукта окисляется и покрывается коркой (трескается) и усаживается. Поскольку паста под поверхностью все еще находится в размягченном состоянии, эта поверхностная усадочная трещина проявляется в виде нерегулярных сетчатых трещин с небольшой глубиной (см. Рисунок 4). Если последующая кривая нагрева нормальная, продукт все еще может иметь хорошую внутреннюю структуру. Такая ситуация более вероятна при использовании асфальта с низкой температурой размягчения в качестве связующего. Если последующий нагрев ненормальный, возможно распространение вдоль поверхностных трещин и их превращение в более крупные трещины (см. Рисунок 5). Если температура повышается слишком медленно на стадии предварительного нагрева, иногда трещин не будет, но поверхностная плотность станет ниже, а цвет также будет другим. На этой стадии некоторые продукты со специальными процессами формования имеют относительно большое сохранение внутреннего напряжения. Неравномерная температура предварительного нагрева также может вызвать трещины из-за снятия напряжения. Большинство трещин перпендикулярны несущей поверхности изделия (см. рисунок 6).
6. Причины отходов, вызванных необоснованной кривой обжига
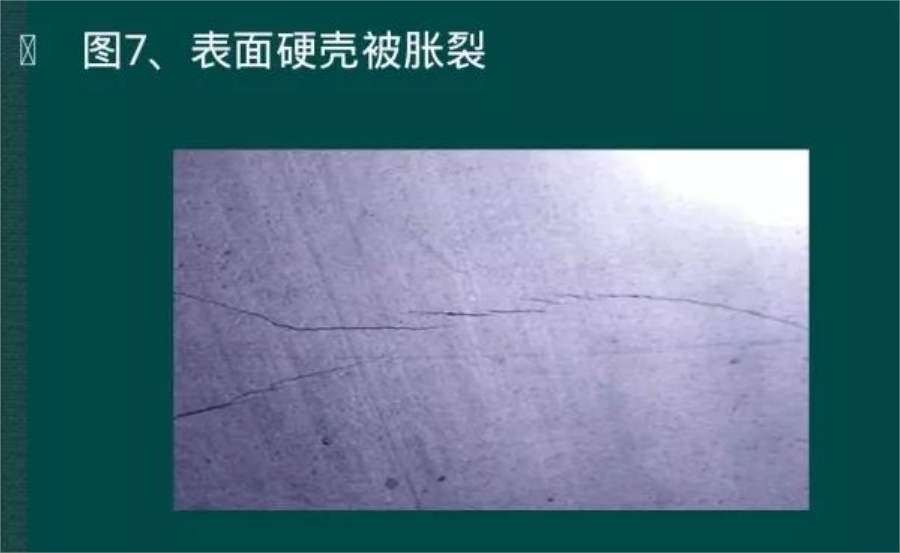
Температура растет слишком быстро на начальном этапе испарения легкой фракции и термической полимеризации асфальта;
Поверхность испаряется слишком быстро и начинает сжиматься и образовывать твердую корку, в то время как внутренний слой все еще плавится и расширяется, в результате чего поверхностный слой растрескивается (см. Рисунок 7);
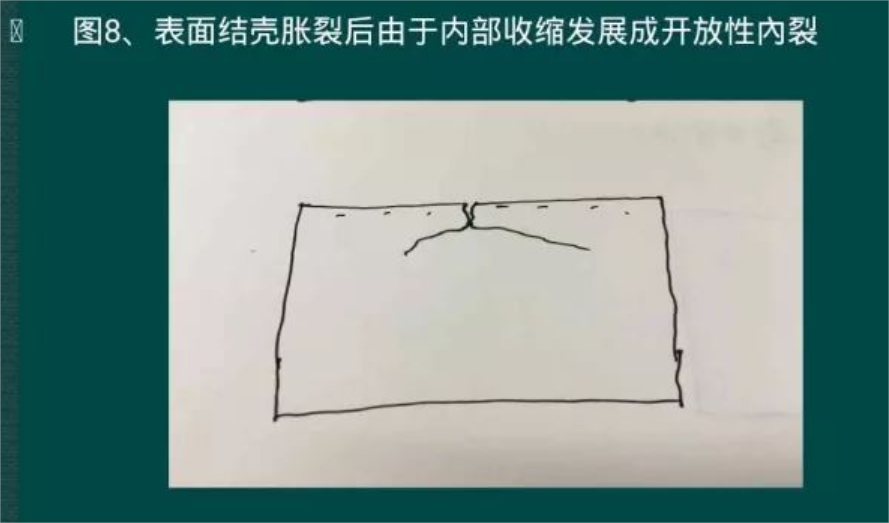
Поверхностный слой слишком быстро образует корку и коксуется, что создает большое сопротивление перетеканию большого количества летучих веществ внутрь, в результате чего
Поверхность продукта растрескивается, и иногда эта трещина далее развивается во внутреннюю трещину (см. Рисунок 8);
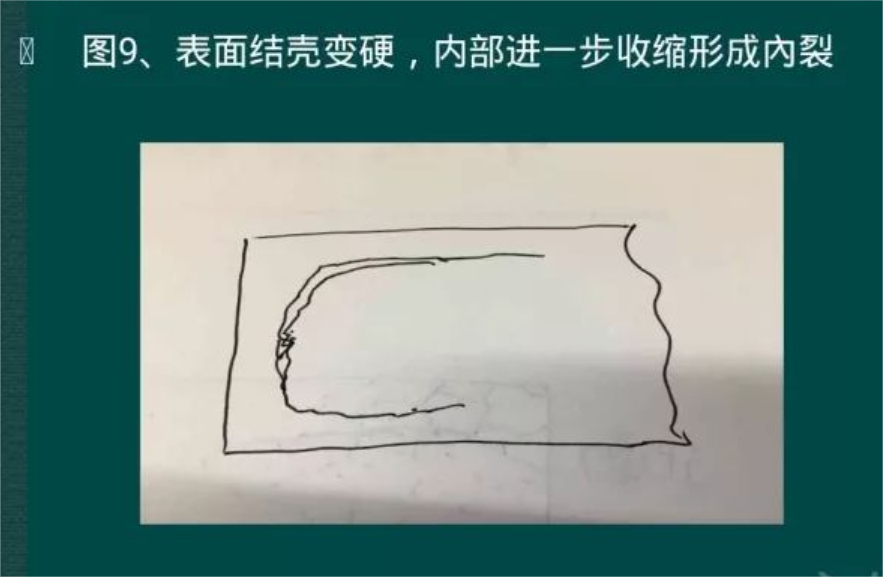
После того, как поверхностный слой образует твердую корку, по мере того, как температура продолжает расти, твердая корка теряет свою эластичность, чтобы сжаться внутрь, и внутренний слой отделяется от поверхностной твердой корки во время последующего процесса усадки, образуя внутреннюю трещину (см. Рисунок 9);
7. Причины отходов, вызванных необоснованной кривой обжига
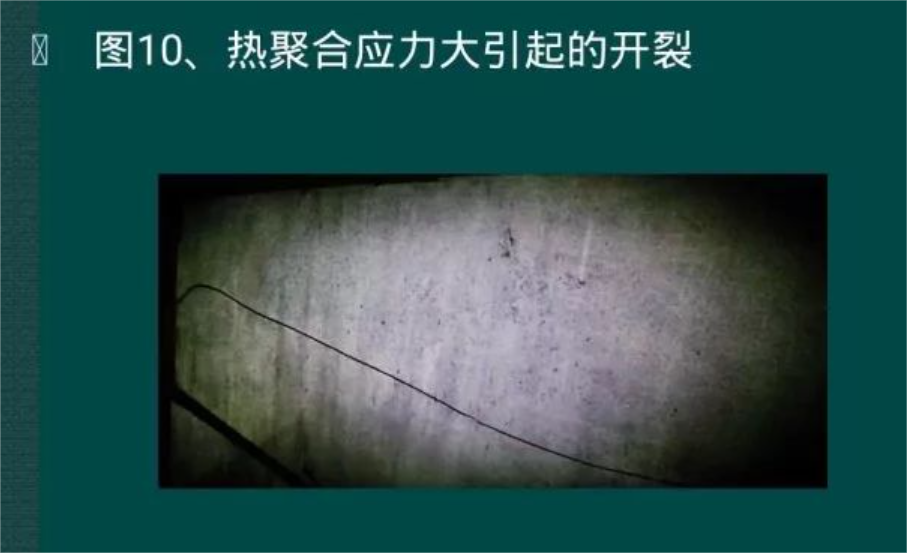
Температура растет слишком быстро на этапе термической полимеризации;
Начальная стадия термической полимеризации и стадия улетучивания легких фракций не полностью разделены. Когда начинается улетучивание легких фракций, термическая полимеризация также постепенно разворачивается с повышением температуры. Внешний вид продукта заключается в том, что он постепенно затвердевает из размягчения, объемная усадка меняется с быстрой на медленную, и он постепенно теряет эластичность, а прочность постепенно увеличивается. Проблема растрескивания в это время заключается в том, что разница температур от поверхности до внутренней части продукта вызывает непостоянную усадку, что создает напряжение. Когда напряжение больше прочности самого продукта, продукт «раскроется». Этот вид трещин, как правило, более глубокий и часто трескается вдоль дефектов или точек напряжения самого продукта. Трещины относительно длинные (см. Рисунок 10) и более «решающие». Поскольку продукт усаживается относительно быстро на раннем этапе термической полимеризации, на этом этапе часто возникают проблемы; На поздней стадии термической полимеризации морфология связующего кокса имеет тенденцию быть стабильной, а прочность продукта постепенно увеличивается, и проблемы зачастую возникают не так легко.
Связанные новости

Подробное описание сырья и процесса производства графитовых электродов
Графитовые электроды представляют собой разновидность термостойкого графитового проводящего материала, получаемого с помощью ряда процессов, таких как смешивание, формование, обжиг, пропитка, графитизация и механическая обработка с использованием нефтяного кокса и игольчатого кокса в качестве заполнителей и каменноугольной смолы в качестве связующего.

Графит на самом деле скрывает в себе «технологическую шахту»? Запасы составляют не менее миллиона тонн!
В последние несколько лет переработка отработанных литиевых батарей привлекла всеобщее внимание, и энтузиазм не уменьшился. В частности, положительный электрод содержит высокоценные металлические элементы, такие как Li, Co, Ni и Mn, а энтузиазм по поводу переработки можно сравнить с добычей золота в «городской шахте»
Панорама цепочки предприятий специальной графитовой промышленности
Специальные графитовые материалы — графит с массовой долей углерода более 99%, также известный как «три-высокий графит» (высокая прочность, высокая плотность, высокая чистота), который относится к новым углеродным материалам.
Специальные графитовые клеммы
В последние годы нисходящие применения специального графита продолжают расширяться. Как новый материал с множеством превосходных свойств, рынок специального графита все еще не насыщен и сталкивается с новыми возможностями.
Подробное описание сырья и процесса производства графитовых электродов
Графитовые электроды представляют собой разновидность термостойкого графитового проводящего материала, получаемого с помощью ряда процессов, таких как смешивание, формование, обжиг, пропитка, графитизация и механическая обработка с использованием нефтяного кокса и игольчатого кокса в качестве заполнителей и каменноугольной смолы в качестве связующего.
Графит на самом деле скрывает в себе «технологическую шахту»? Запасы составляют не менее миллиона тонн!
В последние несколько лет переработка отработанных литиевых батарей привлекла всеобщее внимание, и энтузиазм не уменьшился. В частности, положительный электрод содержит высокоценные металлические элементы, такие как Li, Co, Ni и Mn, а энтузиазм по поводу переработки можно сравнить с добычей золота в «городской шахте»
Панорама цепочки предприятий специальной графитовой промышленности
Специальные графитовые материалы — графит с массовой долей углерода более 99%, также известный как «три-высокий графит» (высокая прочность, высокая плотность, высокая чистота), который относится к новым углеродным материалам.
Специальные графитовые клеммы
В последние годы нисходящие применения специального графита продолжают расширяться. Как новый материал с множеством превосходных свойств, рынок специального графита все еще не насыщен и сталкивается с новыми возможностями.
Свяжитесь с нами